Vật dụng inox thường có độ sáng bóng, nếu trong quá trình hàn làm mối hàn bị đen sẽ làm giảm tính thẩm mỹ rất nhiều. Vì vậy, bài viết dưới đây sẽ hướng dẫn bạn cách điều chỉnh tư thế cũng như kỹ thuật hàn sao cho đúng để đảm bảo chất lượng hàn inox đồng đều và đẹp mắt!
I. Nên chọn loại máy hàn nào để hàn inox?
Để hàn inox chính xác, người thợ thường sử dụng máy hàn Tig vì cho chất lượng mối hàn đẹp, không lẫn xỉ.
Đặc biệt là với các vật dụng inox mỏng có độ dày dưới 0,8 mm, máy hàn Tig có thể gia công dễ dàng mà không lo bị thủng hay làm biến dạng cấu trúc tấm inox

Máy hàn Tig Telwin Tig 252 cho ra mối hàn đẹp, không lẫn xỉ
II. Lý do gì khiến mối hàn inox bị đen?
Tuy nhiên, nếu không hàn Tig đúng kỹ thuật thì mối hàn inox sẽ dễ bị đen và có lẫn xỉ.
Sau đây là một vài nguyên nhân khiến mối hàn inox bị đen như:
- Khí bảo vệ ra ít, không đủ để thổi cho mối hàn bóng được, dẫn đến đen mối hàn
- Kim hàn tù, chưa được mài nhọn
- Tư thế hàn chưa đúng chuẩn
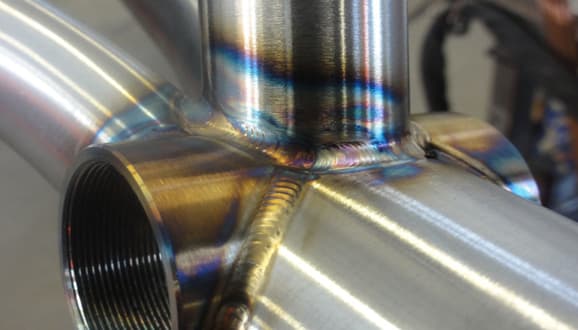
Nguyên nhân khiến mối hàn inox bị đen
III. Cách hàn inox không bị đen
Bạn có thể tham khảo một số hướng dẫn kỹ thuật sau đây để tránh làm mối hàn inox bị đen:
Điều chỉnh lượng khí bảo vệ
Khí bảo vệ cho mối hàn Tig không bị đen là Argon. Tuy nhiên, khi hàn tấm inox lớn và dày, nên sử dụng hỗn hợp 25% Argon + 75% Heli, dòng khí này sẽ bảo vệ mối hàn dày tốt hơn, tăng nhiệt lượng hồ quang do đó cải thiện chiều sâu thấu
Tùy theo độ dày, mỏng của inox mà chỉnh lưu lượng khí phù hợp. Nếu quá nhiều gây ra dư khí, tốn kém còn nếu quá ít mối hàn sẽ không đảm bảo. Có thể thử nghiệm trước để đánh giá lượng khí bao nhiêu là phù hợp với độ dày inox cần hàn.
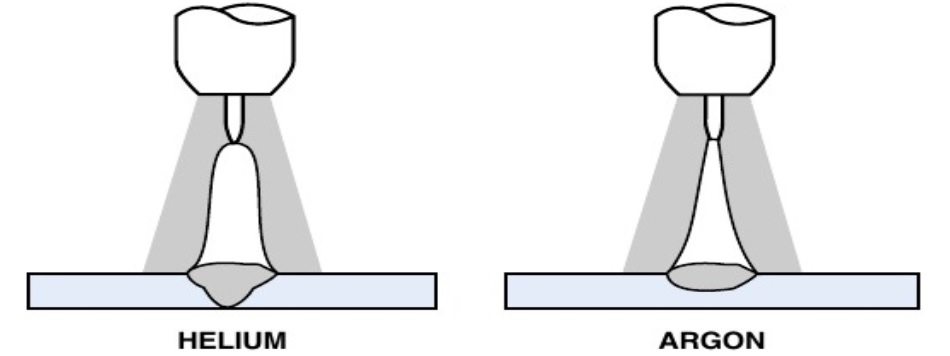
Điều chỉnh khí argon và helium trước khi hàn
Mài nhọn kìm hàn
Trong quá trình hàn Tig inox, nếu thấy có hiện tượng mối hàn bị đen, nổi bọt khí thì có thể là do đầu kìm hàn bị tù. Lúc này, cần mài nhọn kìm hàn bằng máy mài

Mài nhọn kìm hàn
Điều chỉnh dòng hàn
Đối với vật hàn dày mà chỉnh dòng hàn nhỏ quá thì mối hàn không ăn chắc; hàn inox mỏng mà chỉnh dòng hàn lớn thì sẽ dẫn đến cháy mối hàn
Tùy vào từng loại máy hàn, kim hàn và độ dày vật hàn mà sẽ điều chỉnh dòng hàn khác nhau.
Tuy nhiên, bạn có thể tham khảo như sau, để từ đó đưa ra được cách chỉnh phù hợp:
- Kim hàn 0.5 ly, nên chỉnh dòng hàn ~30A.
- Kim hàn 1 ly, nên chỉnh dòng hàn ~100A.
- Kim hàn 1.5 ly, nên chỉnh dòng hàn ~120A.
- Kim hàn 2 ly, nên chỉnh dòng hàn ~150A.

Máy hàn Telwin Tig 230 DC có nút điều chỉnh dòng hàn
IV. Kỹ thuật hàn inox không bị đen
Sau đây là những lưu ý liên quan đến tư thế hàn và kỹ thuật hàn mà bạn cần phải nắm được:
- Lưu ý nên đặt kìm hàn cách bề mặt hàn khoảng 2mm.
- Sau khi bóp cò súng, không được vội nhấc súng hàn ra khỏi mối hàn, giữ lại khoảng 1/3 giây và khi nhấc thì nhấc lên một chút thôi, đừng nhâc hẳn ra khỏi mối hàn.
- Nên đặt súng hàn nghiêng một góc 45 độ so với hướng di chuyển.
- Cần tránh hướng gió thổi trực tiếp vào khi thao tác để không làm lệch khí, khiến khí ra không tập trung vào một điểm trên mối hàn, gây đen mối hàn
Nếu không may gặp tình trạng mối hàn bị đen và lẫn rổ khí, đầu tiên hãy kiểm tra xem bạn đã làm đúng các bước như hướng dẫn trên chưa nhé. Sau đó, có thể liên hệ HupHong để được chuyên viên kỹ thuật hỗ trợ thêm để giúp bạn tạo ra được các mối hàn đẹp, chất lượng cao!
Không có bình luận nào cho bài viết.