Mối hàn là một bộ phận quan trọng giúp gắn kết các linh kiện trong thiết bị lại với nhau. Tuy nhiên, những thao tác sai trong quá trình hàn có thể ảnh hưởng đến độ bền và chất lượng mối hàn. Dưới đây là các tình huống phổ biến khiến mối hàn bị hỏng và cách khắc phục hiệu quả.
I. Các lỗi hàn phổ biến
-
Mối hàn bị rỗ khí
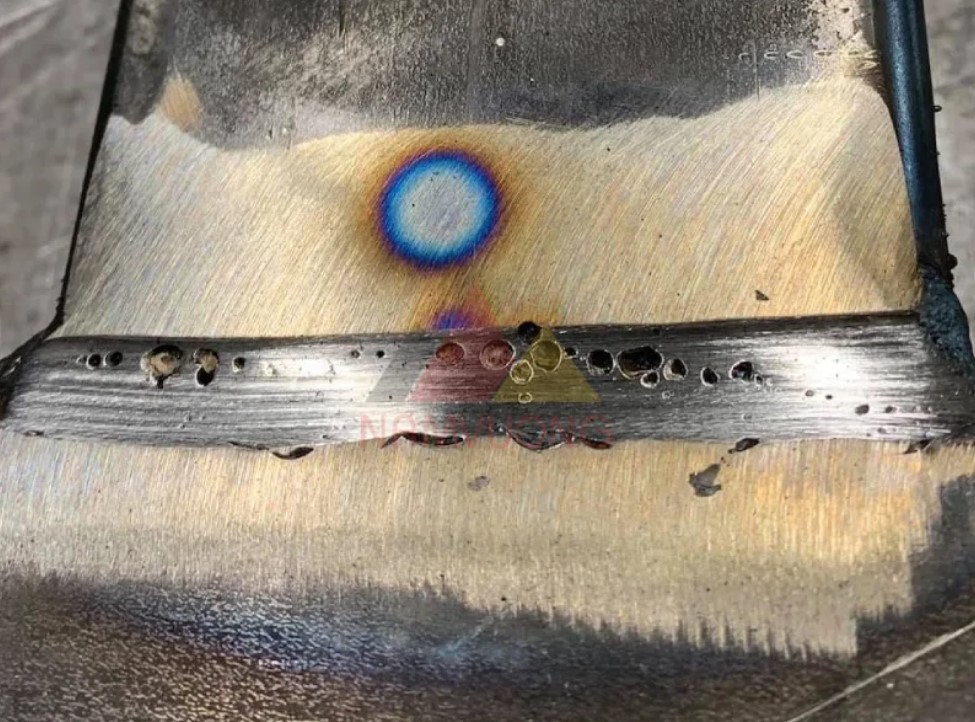
Nguyên nhân: Rỗ khí xuất hiện khi khí lẫn vào kim loại nóng chảy trong quá trình hàn, gây ra lỗ nhỏ li ti bên trong mối hàn. Nguyên nhân có thể do sử dụng vật liệu nhiễm bẩn, tốc độ hàn quá nhanh hoặc sử dụng khí bảo vệ không phù hợp.
Cách khắc phục: Để tránh rỗ khí, cần làm sạch bề mặt vật liệu trước khi hàn, điều chỉnh tốc độ hàn hợp lý và sử dụng loại khí bảo vệ phù hợp với phương pháp hàn.
-
Mối hàn bị nứt
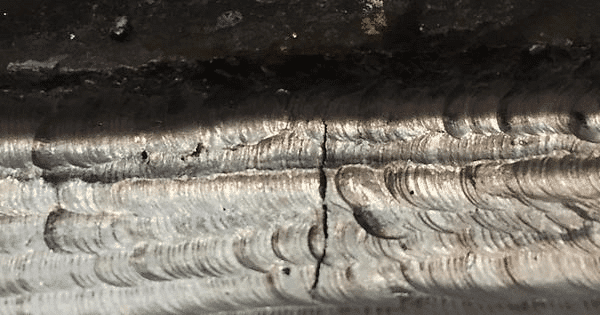
Nguyên nhân: Mối hàn có thể bị nứt do ứng suất nhiệt khi kim loại nguội quá nhanh, vật liệu cơ bản không tương thích hoặc do hàm lượng lưu huỳnh và phốt pho trong kim loại quá cao.
Cách khắc phục: Sử dụng vật liệu hàn có thành phần phù hợp, áp dụng phương pháp hàn có kiểm soát nhiệt độ và thực hiện kỹ thuật hàn nhiều lớp để giảm ứng suất.
-
Mối hàn bị thiếu ngấu

Nguyên nhân: Thiếu ngấu xảy ra khi mối hàn không liên kết hoàn toàn với vật liệu cơ bản, khiến kết cấu không đảm bảo độ bền. Nguyên nhân có thể do dòng điện hàn quá thấp, tốc độ hàn quá nhanh hoặc góc hàn không chính xác.
Cách khắc phục: Điều chỉnh dòng điện hàn phù hợp, kiểm soát tốc độ hàn hợp lý và đảm bảo góc hàn đúng kỹ thuật để tăng độ kết nối giữa vật liệu và mối hàn.
III. Một số sự cố khác trong khi hàn
Ngoài những lỗi phổ biến như rỗ khí, nứt và thiếu ngấu, dưới đây là một số lỗi hàn khác mà bạn có thể gặp phải:
-
Mối hàn bị cháy chân
Nguyên nhân: Cháy chân xảy ra khi nhiệt độ quá cao khiến kim loại cơ bản bị chảy quá mức, làm cho mối hàn mất hình dạng và giảm độ bền. Điều này thường do dòng điện hàn quá mạnh hoặc tốc độ hàn quá chậm.
Cách khắc phục: Giảm dòng điện hàn xuống mức phù hợp, điều chỉnh tốc độ hàn hợp lý và kiểm soát độ dày của lớp hàn.
-
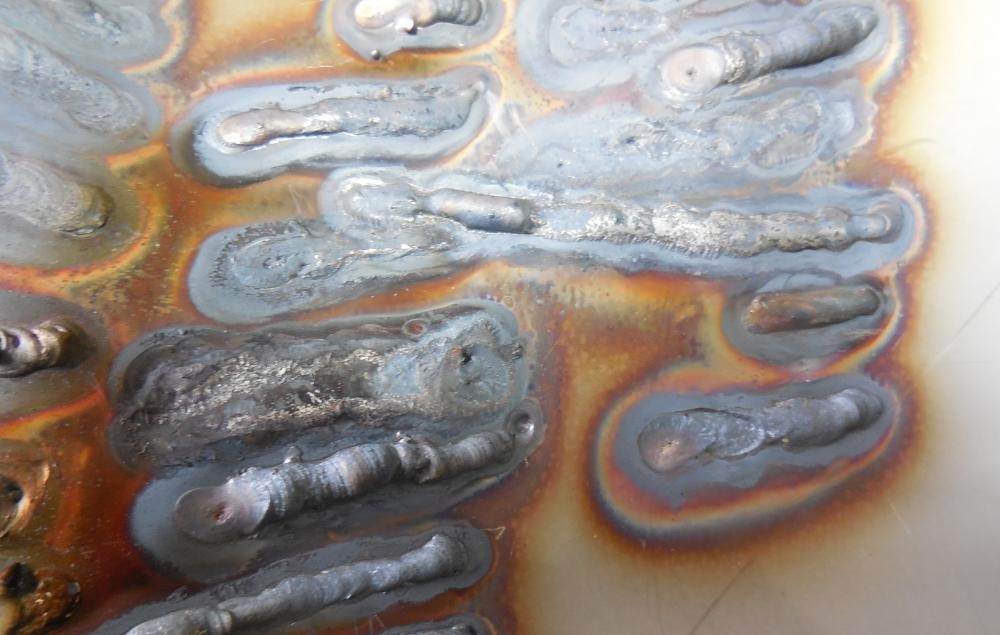
Mối hàn bắn tóe

Nguyên nhân: Mối hàn bắn tóe là tình trạng kim loại nóng chảy văng ra xung quanh trong quá trình hàn, gây ra do điện áp hàn không phù hợp, tốc độ hàn sai, vật liệu bị nhiễm bẩn hoặc sử dụng que hàn/dây hàn không đúng.
Cách khắc phục: Điều chỉnh thông số hàn phù hợp, làm sạch vật liệu trước khi hàn, chọn que hàn chất lượng và kiểm soát kỹ thuật hàn để giảm lượng kim loại nóng chảy bắn ra.
Những tình huống trên cho thấy rằng việc thực hiện đúng kỹ thuật hàn không chỉ đảm bảo chất lượng sản phẩm mà còn giúp tăng độ bền và an toàn. Bên cạnh đó, để đảm bảo chất lượng mối hàn, cần lựa chọn vật liệu phù hợp và kiểm soát các yếu tố ảnh hưởng.
Không có bình luận nào cho bài viết.